Ciclo Start
Ciclo Start
Correttori utensile
La macchina non ha occhi
Esistono diversi "correttori utensile" che vanno impostati a seconda dei casi e delle macchine che si utilizzano. Principalmente si tratta di:
Fresatura:
- correttore lunghezza in "Z"
- correttore raggio utensile
Tornitura:
- correttore lunghezza in "Z"
- correttore lunghezza in "X"
Vediamo il caso del correttore lunghezza in "Z" in fresatura.
Come fa la macchina ad indicare sempre Z0 quando l'utensile arriva a toccare il pezzo anche montando utensili di lunghezza diversa?



Il correttore lunghezza utensile
La macchina sa sempre dove sono posizionati i propri assi, ma, a differenza dell'operatore sulle macchine tradizionali, essa "non puo' vedere" quanto sporge dal mandrino l'utensile che c'è montato: dobbiamo quindi dare alla macchina un'informazione per permetterle di arrivare sempre precisa sulla superficie del pezzo con i vari utensili di diversa lunghezza.
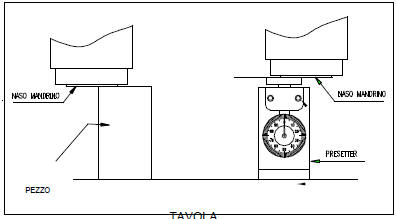
Per questa ragione deve essere inserita in macchina la misura della sporgenza dell'utensile in Z rispetto al naso mandrino, questa misura si chiama correttore lunghezza utensile.
Il valore del correttore lunghezza utensile, viene inserito in una tabella a bordo macchina, in tabella utensili (la "pagina", "videata" o "superficie operativa" che dir si voglia, si chiama "Tool offset" o "tabella utensili" o "tabella correttori utensile"), e quando in un programma richiamiamo un utensile, scrivendo ad esempio T10, la macchina assume il valore del correttore lunghezza utensile che in tabella utensili è associato a quel certo utensile T, nel caso in esempio a T10.
La lettera che identifica la misura della differenza di lunghezza rispetto al riferimento (cioe' il valore dell correttore lunghezza utensile) per un determinato utensile è quindi la T, accompagnata da un numero, ad esempio il 3: si scrive quindi T3. Noi, scrivendo T3 intendiamo un certo utensile ma la macchina, oltre che prelevarlo a magazzino, ne assume il valore del correttore corrispondente per correggere la posizione dell'asse Z.
Di che tipo di utensile si tratti, in questo contesto, è totalmente indifferente: quello che conta è la definizione della sua sporgenza in Z.
Nel caso della fresatrice CBFerrari con controllo Selca, la T deve essere seguita da un numero a due cifre, per esempio T13. Le T seguite da una cifra, sono infatti le origini.
Lo scopo della definizione dei correttori lunghezza utensile e' quindi quello di permettere alla macchina di arrivare con precisione in Z alla quota programmata, per esempio sulla superficie del pezzo, alla quota Z0, indipendentemente dalla lunghezza dell'utensile montato.
L'azzeramento di un utensile
Misurazione della lunghezza utensile: il correttore lunghezza.
Individuare una superficie piana e pulita (tavola, morsa, pezzo spianato...).
Preparare il mandrino senza utensile.
Scegliere un T da assegnare all'utensile senza lunghezza utensile memorizzata (ev. eliminarla).
Posizionare un tastatore sulla superficie prescelta ed azzerarlo con il naso mandrino.
Usando eventualmente un'origine non utilizzata (es O7 o T7 su selca) memorizzare il valore Z0 a questa quota per questa origine e senza utensile.
Allontanare il mandrino.
Montare l'utensile.
Azzerare il tastatore con l'utensile.
Memorizzare il valore Z0 specificando il numero dell'utensile (es.: T13Z0).
La differenza in Z tra le due quote dei due azzeramenti senza e con utensile è la lunghezza dell'utensile, e questa è la misura che la macchina memorizza come valore del correttore per quell'utensile.
In pratica abbiamo detto alla macchina che a tale quota con tale utensile Z=0.
Quando richiameremo quell'utensile indipendentemente dall'origine attiva la macchina arriverà perfettamente alla quota programmata nonostante la sporgenza in Z dell'utensile.
Per il quaderno...